
Формирование матричной структуры шариковых выводов из припоя
В статье рассмотрены технологические особенности процессов формирования матричной структуры шариковых выводов из припоя, предназначенных для выполнения соединений корпусов BGA с контактными площадками печатной платы.Владимир Ланин,профессор vlanin@bsuir.by
Иван Сергачев
Виталий Хотькин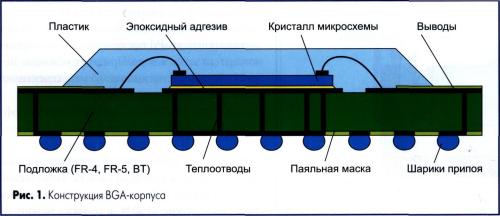
Применение SMD-корпусов с большим числом выводов, расположенных по периферии, связано с определенными трудностями, что является результатом снижения расстояния между выводами и увеличением их числа. Основные факторы, сдерживающие широкое применение корпусов с шагом менее 0,3 мм,— это миниатюрность выводов и необходимость облегчения их высокой компланарности. Отклонение от нормального положения хотя бы одного вывода приводит к отказу аппаратуры. Уменьшение шага выводов для корпусов PBGA и QFP фактически достигло своих пределов: 0,63 и 0,3 мм, а для FBGA— 0,15 мм. Для компонентов со сверхмалым шагом требуется высокая точность нанесения паяльной пасты и совмещения со знакоместами на плате, что приводит к значительному росту уровня дефектности [1].
Матричная система выводов в корпусах типа BGA обеспечивает ряд важных преимуществ: минимальную площадь монтажного поля подложки; наличие свободных мест для размещения теплоотвода на подложку; высокую функциональную производительность электронных модулей за счет меньших паразитных эффектов; упрощение технологии за счет оплавления припоя при групповом нагреве.
Основой корпуса BGA является миниатюрная печатная плата (рис. 1), или lead frame («выводная рамка»). Ее изготавливают из эпоксидного стеклопластика FR4 или FR5, который имеет высокую температуру стеклования (+170...215 'C) и теплостойкость +230 'С в течение 30 мин.
Для изготовления печатной платы используют двусторонний фольгированный диэлектрик толщиной 0,2 мм с 0,18-мкм медной фольгой и сухую припойную маску толщиной 50,8 мкм, которая закрывает все переходные отверстия на печатной плате. Кристалл устанавливают на верхнюю сторону платы на эпоксидный компаунд с серебряным наполнением, разваривают термокомпрессионной микросваркой с использованием золотой проволоки на контактные площадки с переходными отверстиями, к которым на противоположной стороне платы прикреплены шариковые выводы из припоя. Эти выводы расположены в узлах прямоугольной сетки с шагом 1; 1,27 и 1,5 мм по нормам JEDEC.
Начиная с корпусов типа Flip-Chip и CSP и заканчивая BGA матричная структура припойных выводов (бампов) (рис. 2) обеспечивает огромные преимущества в размещении многовыводных корпусов на плате. При монтаже корпусов на плату или при непосредственном монтаже кристалла на плату неизбежно увеличиваются используемые для этого площади, что вызвано необходимостью выделения физического пространства для размещения выводов. Коэффициент дезинтеграции, который определяется как отношение площади кристалла S, к площади монтажного поля платы, позволяет оценить рациональность компоновки электронного модуля.
Если принять площадь, занимаемую кристаллом процессора, равной 100 мм.кв., то коэффициент дезинтеграции снижается со 110 для QFP до 15 для BGA и до 2 для CSP.
Технологии формирования матричной структуры бампов (реболлинг) подразделяются на пять основных групп: наращивание, погружение в расплав, дозирование жидкого припоя, перенос шариков в твердом состоянии и с помощью паяльной пасты. Наращивание бампов осуществляют в сухой среде термовакуумным испарением либо в жидкой среде гальваническим осаждением.
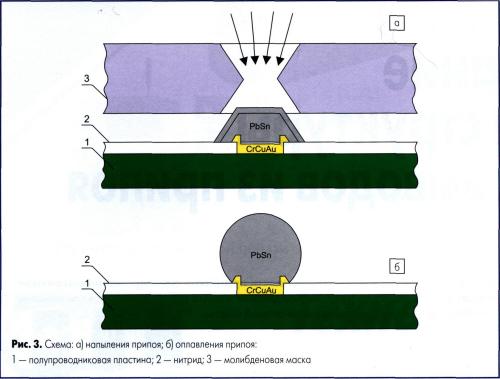
В первом методе на полупроводниковую пластину устанавливают молибденовую металлическую маску с отверстиями, симметрируя их относительно контактных площадок (рис. 3). Металлический слой наносят в несколько стадий: вначале на контактную площадку из Al напыляют адгезионный и барьерный слои из хрома толщиной 0,15 мкм и сплава CrCu 50/50 толщиной 0,15 мкм, затем слои меди толщиной 1 мкм и золота толщиной 0,15 мкм, после чего осаждают определенное количество припоя. После нанесения припоя молибденовую маску убирают и оплавляют припой в виде бампа.
Стоимость процесса термовакуумного осаждения высока, и он позволяет формировать выводы с большим шагом из-за ограничений технологии металлической маски.
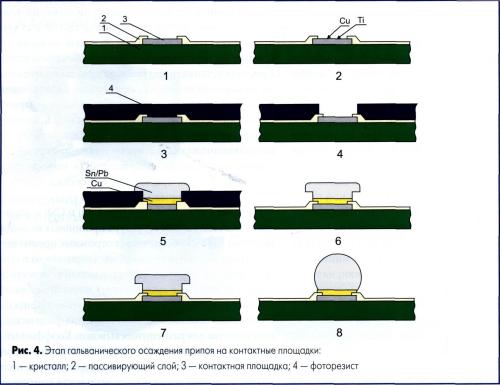
Во втором методе пластину вначале покрывают слоем металла, после чего наносят фоторезист, оставляя открытыми участки, где должны располагаться выводы (рис. 4). Затем электролитически осаждают последовательно слои меди и припоя Sn-Pb на контактных площадках. После нанесения припоя металл, покрывающий пластину, стравливают, а осажденный припой оплавляют с применением флюса.
Этот метод обладает большей производительностью, однако повторяемость размеров диаметра шариков не высока. Это можно объяснить как наличием загрязнений в припое, так и различной рассеивающей способностью электролитов. Технологию формирования шариковых выводов погружением в расплавленный припой применяют в случаях, когда необходимо нанести небольшое количество припоя, например для компонентов Flip-Chip, монтируемых на гибкий носитель. Для формирования выводов на полупроводниковой пластине в качестве базового слоя для смачивания применяют никелевое покрытие, наносимое химическим осаждением.
Для формирования выводов из припоя на алюминиевых контактных площадках кристалла авторы использовали процесс химического осаждения 2-мкм слоя никеля и ультразвуковую (УЗ) пайку [2]. Кремниевая пластина диаметром 120 мм имела контактные площадки площадью 100 мкм' со слоем алюминия толщиной 1 мкм.
На кристалле размером 3 5х5 мм располагалось 78 контактных площадок. Пластина активировалась Pd после промывки в серной кислоте, а затем в воде. При этих условиях пористый слой РС1 толщиной 0 5 мкм селективно осаждался на площадках.
После промывки водой формировался слой Ni-P толщиной 2 мкм на слое Pd химической металлизацией. Далее пластина выдерживалась при температуре +150 С в течение 30 мин.

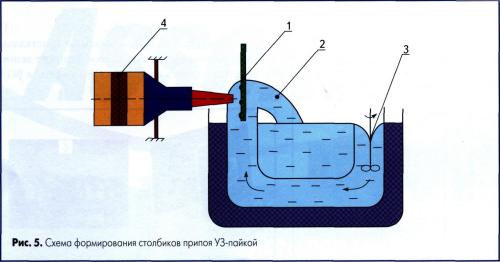
Кремниевая пластина 1 погружалась в волну припоя 2, создаваемую крыльчаткой 3, при температуре +220...240 'С (рис. 5). УЗ- колебания частотой 16,5 +2 кГц от преобразователя 4 вводились в волну припоя с помощью волновода-концентратора. Одновременно в эту область подавался защитный газ азот — со скоростью до 5 л/мин. для снижения окисления припоя.
Пластина погружалась в жидкий припой таким образом, чтобы контактные площадки находились напротив УЗ-излучателя для формирования первой ступени столбика, для чего применялся припой 99Pb-1Sn с температурой пайки +360...400 'С. Затем пластину погружали в припой 63$п-37Pb при температуре +200... 240 'С для формирования второй ступени столбика припоя.
Высота столбиков после первого этапа составляла 12 — 16 мкм,после второго этапа 18 — 22 мкм. Средняя прочность на отрыв после первого этапа была равна 20 г на площадку, а после второго — 26,8 г. На межфазной границе образовался интерметаллид Ni-Sn, который увеличил прочность и надежность соединения.
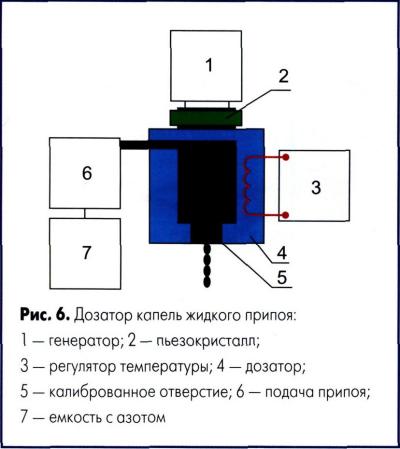
Дозирование расплавленного припоя при формировании шариковых выводов осуществляют под действием УЗ-вибраций, которые от пьезокристалла в виде механических импульсов передаются в дозатор припоя, в отверстии которого образуются капли диаметром 0,75 мм (рис. 6). Используя пластину из графита с отверстиями, точно соответствующими расположению контактных площадок на подложке BGA, можно за один цикл формировать до 400 выводов на подложке, нагретой до +180 'С. Процесс дозирования жидкого припоя превращает расплавленный припой непосредственно в шариковый вывод, исключая промежуточные операции, необходимые в других методах. Этот метод является самым дешевым, однако имеет ограничения по производительности, причем размеры шариков припоя нестабильны.
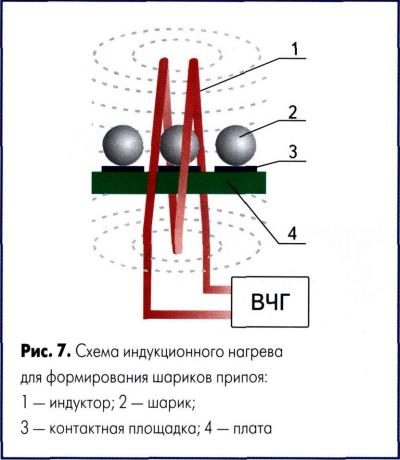
С помощью индукционного нагрева можно формировать шарики бессвинцового припоя диаметром 0,76 мм на контактных площадках платы, имеющих покрытие никелем 10 мкм и золотом 0,05 мкм. Шарики вручную размещались на подложке, а затем вместе с подложкой нагревались в центре витка индуктора (рис. 7). Частота тока составляла 300 кГц, величина тока варьировалась от 11 до 29 А. Температура оплавления припоя достигалась при токе индуктора 17 А за 12 с и токе 27 А за 3 с [3]. Затем шарики припоя были использованы для присоединения БИС в корпусе BGA к контактным площадкам платы.
Как известно, в индукционном нагреве в результате скин-эффекта плотность вихревого тока вблизи поверхности проводника больше, чем в его середине, что создает неоднородность температурного поля в паяных соединениях. Этот градиент температуры может сконцентрировать большинство Джоулева тепла на поверхности и расплавить припой в тонком слое вблизи поверхности шарика, оставив твердое ядро как поддержку в центре. Технология локального индукционного плавления бампов припоя может быть использована для формирования заданной геометрии паяных соединений для пайки BGA-корпусов на платы [4].
На рис. 8 показана печатная плата толщиной 0,4 мм и шарик припоя 96,5Sn3,5Ag, размещенный на контактной площадке. Контактная площадка состояла из нижнего слоя Си 35 мкм толщиной, гальванического подслоя Ni толщиной 12 мкм и верхнего слоя Аи 0,05 мкм толщиной. Диаметры медной площадки и паяльной маски были 800 и 600 мкм соответственно. Устройство индукционного нагрева работало с максимальной рабочей мощностью 6 кВт на частоте 0,3 МГц. Индуктор состоял из двух витков с наружным диаметром 15 мм и шагом 4,4 мм. Шарики припоя и плата нагревались в центре индуктора для получения бампов. Как правило, чем выше частота электромагнитных волн, тем легче было получить твердое ядро в бампах и оптимальную геометрическую форму соединений.
Перенос шариков в твердом состоянии возможен как ручным методом, так и с помощью автоматов. В первом случае шарики переносят вакуумным пинцетом, используя для их захвата пластмассовые иголки. Шарики размещают на контактных площадках с предварительно нанесенной паяльной пастой. Обязательным условием этого процесса является 100%-ный видеоконтроль захвата шариков, так как в случае его отсутствия вакуум засасывает паяльную пасту в иглу и возникает проблема с дозированием пасты. Недостатком является утомляемость оператора и невысокая точность позиционирования.
При большом количестве шариков (более 250) возможно применение установки SMD MY9 (MYDATA), инструменты которой позволяют захватывать и устанавливать компоненты размером 01005, близкие по размерам к шарикам припоя диаметром 0,6 мм. Но проблема видео- контроля осталась, а время установки увеличилось (для 1156 шариков — до 40 мин.) [5].
Матричную структуру шариковых выводов можно формировать, используя паяльную пасту и трафаретную печать. Этот метод отличается высокой производительностью и снижением расходов на формирование выводов. Конструкция трафарета в этом процессе один из важнейших моментов. Для нанесения достаточного объема паяльной пасты при формировании шарикового вывода заданного диаметра размеры окон в трафарете должны быть значительно больше, чем размеры контактных площадок. Однако этот вариант трафарета подходит для компонентов с периферийным расположением выводов или расположением выводов в шахматном порядке.
При расположении контактных площадок по всей поверхности компонента расползание отпечатков паяльной пасты при увеличенных окнах в трафарете может привести к перетеканию припоя и образованию короткозамкнутых перемычек и к формированию выводов разного размера. В этом случае для получения необходимого объема припоя на контактных площадках используют более толстые металлические трафареты (100 — 200 мкм) с квадратной формой апертур со скругленными углами и уклоном стенок в 5'. Потенциальной проблемой в данном случае является возможность застревания пасты в окнах трафарета. Поэтому рекомендуется применять паяльную пасту с более мелкими частицами припоя (менее 25 мкм), что особенно важно при уменьшении шага выводов.

Другой проблемой при использовании металлического трафарета является необходимость очень аккуратного его отделения от платы во избежание размазывания пасты. Для отделения трафарета применяют механизированные приспособления, включающие устройство натяжения трафарета и микролифт для точного отделения его от платы после нанесения пасты.
Одним из распространенных вариантов нанесения паяльной пасты на контактные площадки под BGA является использование одноразовых полимерных гибких трафаретов с клейкой нижней поверхностью. Трафареты изготавливаются с помощью лазера из антистатической полимерной пленки с клейким покрытием обратной стороны, не оставляющим загрязнений на поверхности платы. Выпускаются трафареты под различные корпуса, количество, шаг, размер и расположение шариковых выводов. Клеевое уплотнение вокруг каждой контактной площадки BGA препятствует затеканию пасты под трафарет при ее нанесении. В противоположность металлическим трафаретам при наличии локальных искривлений платы гибкий клеящийся трафарет будет плотно прилегать к ее поверхности, повторяя форму изгиба. Наличие отогнутых бортиков по четырем сторонам трафарета препятствует загрязнению поверхности платы паяльной пастой при ее избыточном нанесении или неосторожном перемещении ракеля. Другой вариант ручной установки BGA- компонентов — с помощью специализированных ремонтных полиимидных трафаретов Stenci1Quick, которые являются одноразовыми и несъемными, то есть после нанесения пасты, установки компонента на плату и пайки оплавлением становятся неотъемлемой частью сборки (рис. 9).
Термовоздушные паяльные станции (термофены) широко используются для пайки в серийном производстве и при ремонте электронных модулей (реболлинге). К их достоинствам относятся универсальность, большая разновидность насадок для монтажа/демонтажа различных видов корпусов, наличие вакуумного пинцета для захвата электронных компонентов и небольшие размеры.
Портативная термовоздушная паяльная станция AOYUE 852A (рис. 10) оснащена различными видами сменных насадок для термофена и вакуумного пинцета, имеет цифровой контроль температуры и скорости воздушного потока. Температура воздуха в месте пайки регулируется двумя параметрами: мощностью нагревательного элемента, через который пропускается воздух, и скоростью воздушного потока. Поскольку температура воздуха на выходе из сопла выставляется весьма приблизительно по градуировочным характеристикам для каждой головки, то расстояние от сопла до зоны нагрева очень критично [6].
Увеличение скорости воздушного потока снижает рассеяние воздуха при выходе из сопла, но требует увеличения температуры нагревателя, так как более высокая скорость прохождения воздуха через нагреватель снижает разогрев воздуха. Кроме того, геометрические размеры головок и их сопел, равномерность воздушного потока через них также влияют на температуру пайки.
Для термовоздушной паяльной станции AOYUE 852A получены графики температурной зависимости в зоне нагрева от расстояния до платы при температуре потока воздуха +300 'С (рис. 11). Отмечен скачок температуры при запуске термофена, так как начальное давление воздуха, создаваемое компрессором, недостаточно. (Скорость нарастания температуры нагревательного элемента выше скорости нарастания потока воздуха.) Однако в дальнейшем температура стабилизируется и практически не изменяется в процессе работы. Максимальная температура нагрева достигается при расстоянии 4 мм от поверхности платы, однако при этом возможен тепловой удар печатной платы, что вызовет повреждение контактных площадок.
При изменении угла наклона сопла с 90' до 60' расширяется зона теплового нагрева и скорость нагрева снижается до 15 — 25 'С/с. Для повышения стабильности результатов при формировании шариков припоя на контактных площадках с помощью паяльной пасты необходимо закрепить рабочий инструмент на штативе на оптимальном расстоянии до платы, а для контроля процесса плавления пасты использовать бинокулярный микроскоп (рис. 12).
Внешний вид шариков припоя на контактных площадках диаметром 400 мкм приведен на рис. 13.
Таким образом, при выборе технологии формирования матричной структуры шариковых выводов припоя (бампов) необходимо исходить как из требований к геометрическим параметрам бампов, так и из требований к воспроизводимости структуры бампов в условиях заданной серийности производства. ФММ
Литература
- Ли Н.-Ч. Технология пайки оплавлением, поиск и устранение дефектов: поверхностный монтаж, BGA, CSP и Flip-Chip технологии. М.: ИД «Технологии», 2006.
- Inaba М., Yamakawa К., Iwase N. Solder Bump Formation Using Electroless Plating and Ultrasonic Soldering // IEEE Trans. on Components, Hybrids, and Manuf. Technology. 1990. V. 13. No. 1.
- Li М., Xu Н., Lee S-Ю. R., et al. Eddy Current Induced Heating for the Soldering Reflow of Area Array Packages // IEEE Trans. on Advanced Packaging. 2008. No. 2 (31).
- Н. Xu and etc. Local Melt Process of Solder Bamping by Induction Heating Reflow // Soldering 8~ Surface Mount Technology. 2009. No. 4.
- Тюльков В. Технология реболлинга в российских условиях // Технологии в электронной промышленности. 2012. М 6.
- Ланин В.Л., Парковский В.В. Монтаж и демонтаж электронных компонентов // Компоненты и технологии. 2009. М 1.